
Звонок по РФ - бесплатный
 Симферополь
Симферополь
 Продукция
Продукция Опросный лист
Опросный лист Поиск
Поиск


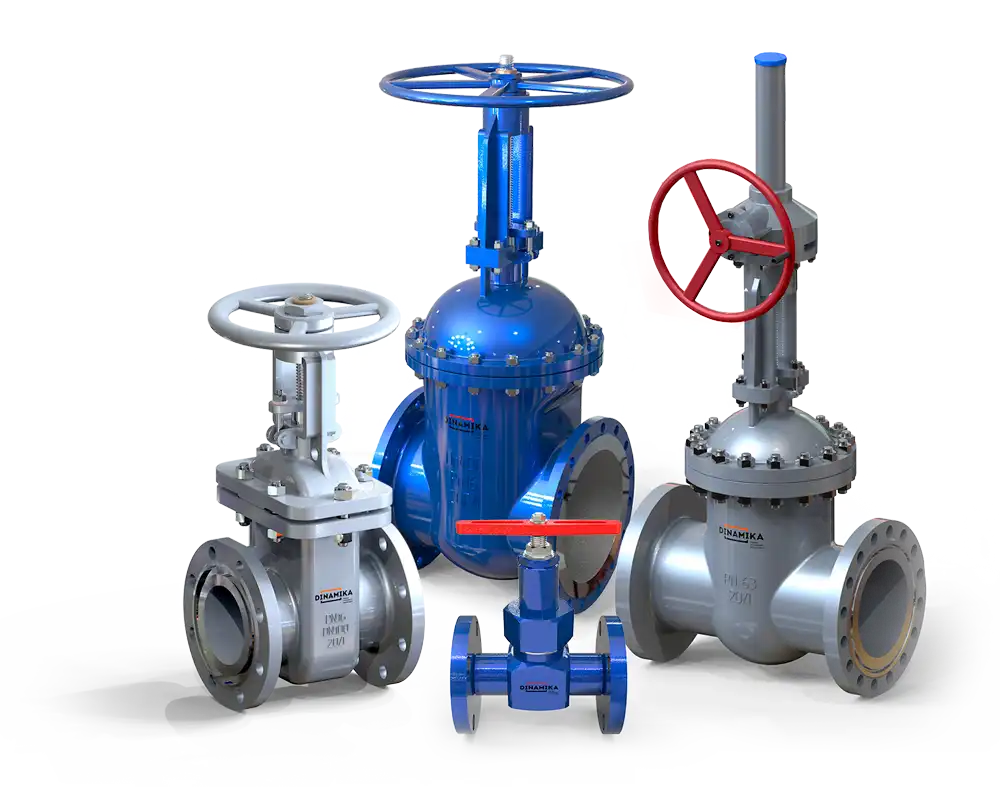
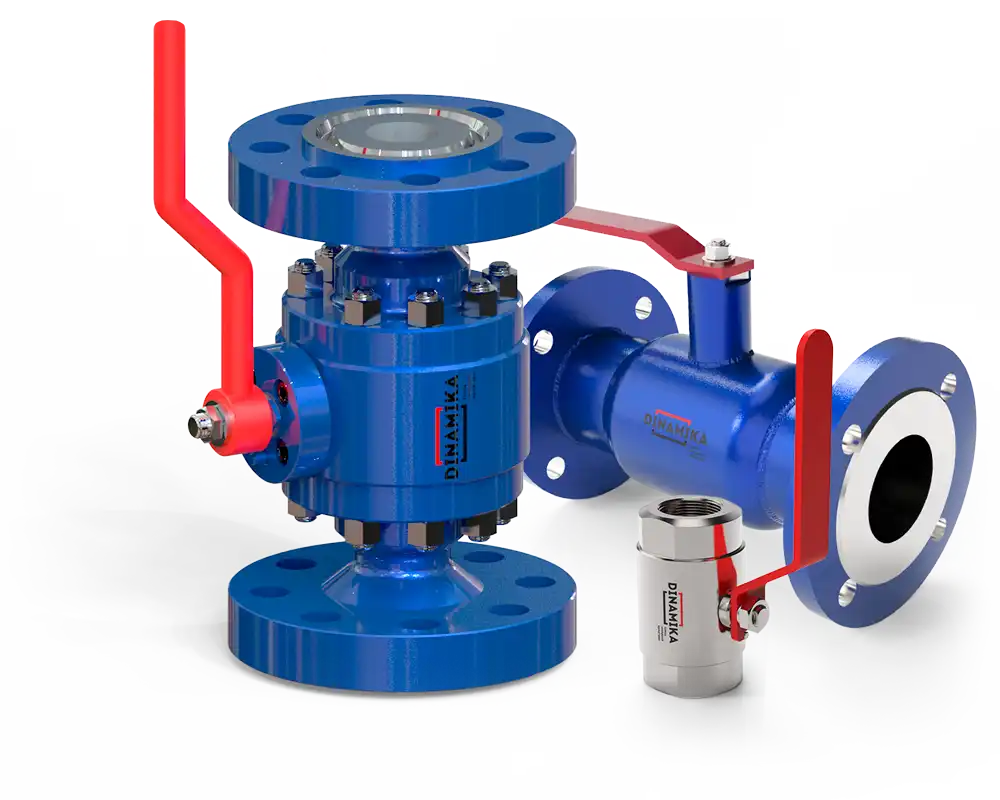
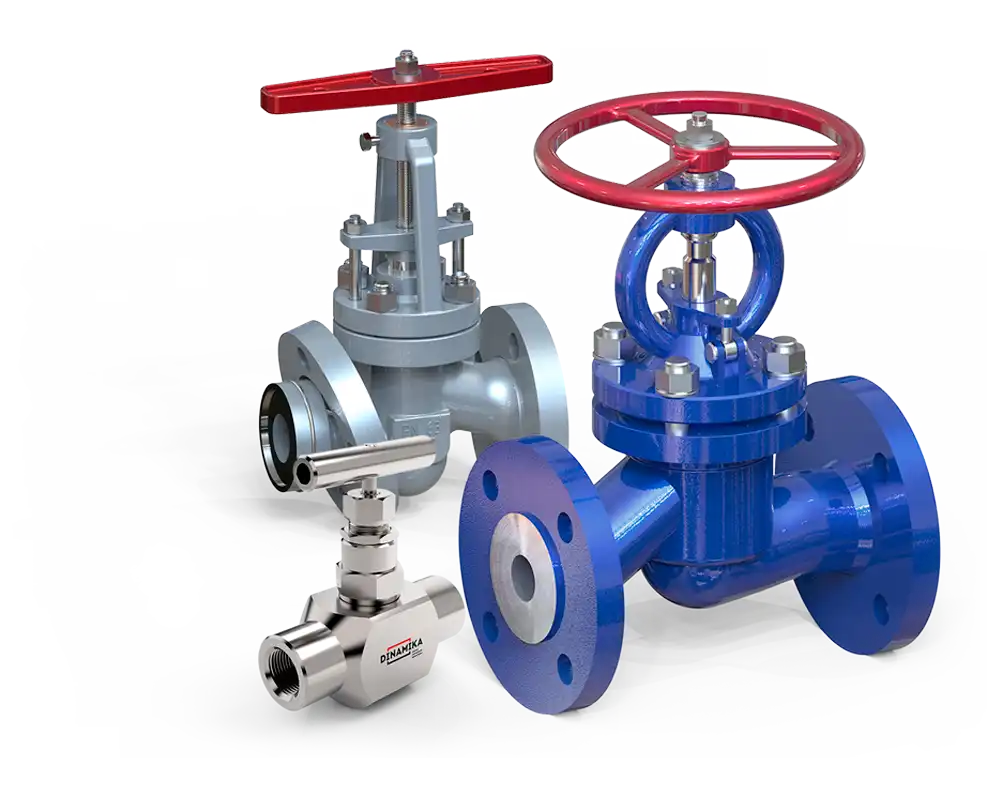
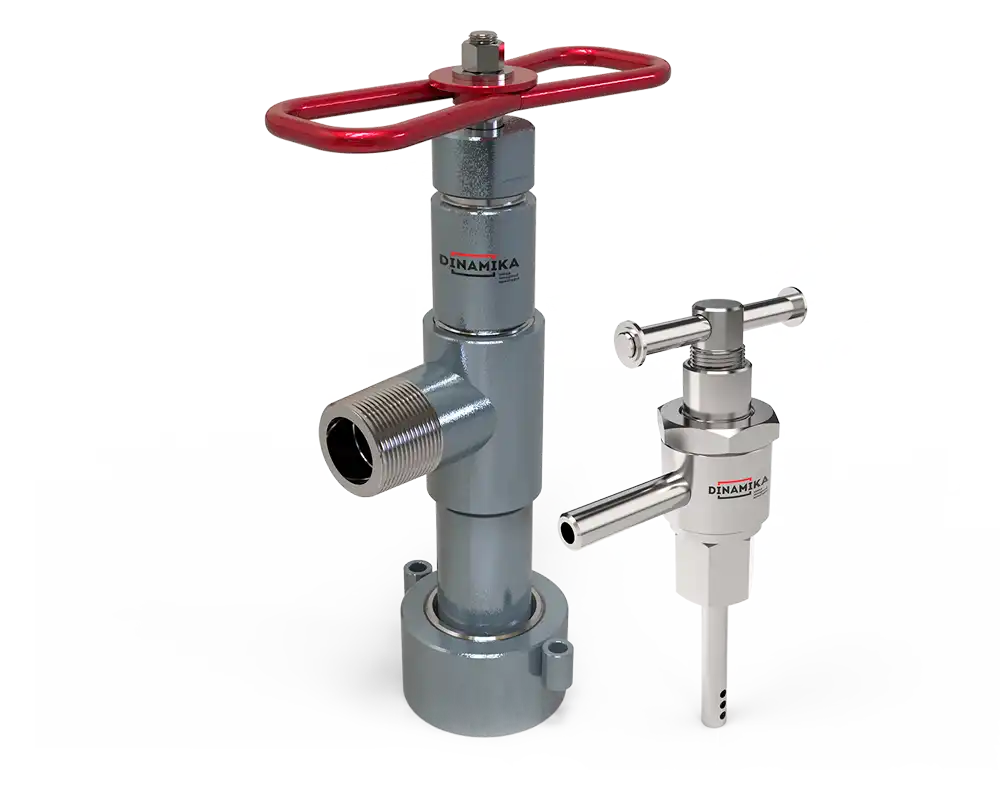
Производство запорной арматуры заводом Динамика основано на главном — контроле качества и поэтапный мониторинг всех производственных циклов предприятия начиная от закупок сырья и заканчивая отгрузкой продукции заказчику. Предприятие изготавливает трубопроводную арматуру на основе собственных конструкторских разработок и изысканий, модернизирует серийные изделия с целью улучшения функционала. Производство запорной арматуры заводом Динамика основано на главном — контроле качества и поэтапный мониторинг всех производственных циклов предприятия начиная от закупок сырья и заканчивая отгрузкой продукции заказчику. Предприятие изготавливает трубопроводную арматуру на основе собственных конструкторских разработок и изысканий, модернизирует серийные изделия с целью улучшения функционала.


 Скачать каталог
Скачать каталог 





 info@dinamika1.ru
info@dinamika1.ru  Подбор запорной арматуры
Подбор запорной арматуры
 Скачать каталог
Скачать каталог
 ПН-ПТ: 08:00-17:00
ПН-ПТ: 08:00-17:00 420108, Россия, Республика Татарстан, Казань, ул. Аделя Кутуя, 86, корпус 8
420108, Россия, Республика Татарстан, Казань, ул. Аделя Кутуя, 86, корпус 8